Table of Contents
Laser Sensor
Detecting an object’s existence or absence is necessary for industrialised inspection applications. To address quality control issues, a laser sensor can be used. For trustworthy product values and error-free production, steady and accurate measurements must be attained. Laser sensor works with a wide range of materials and colours, including reflective surfaces. A rough, independent housing, a linear imager, and a precise laser emitter are some of these sensors. Any external controller is not necessary for these sensor adjustments, and it can be installed anywhere on the machine. Different software programmes can be used to set these sensors up and make necessary changes.

A tiny, bright dot of light, resembling a laser pointer, is what a laser sensor produces. Even in direct sunshine, it is possible to see this dot clearly. It also makes it simpler to set up and troubleshoot the laser sensor because it is easier to notice this dot.
What is Laser sensor?
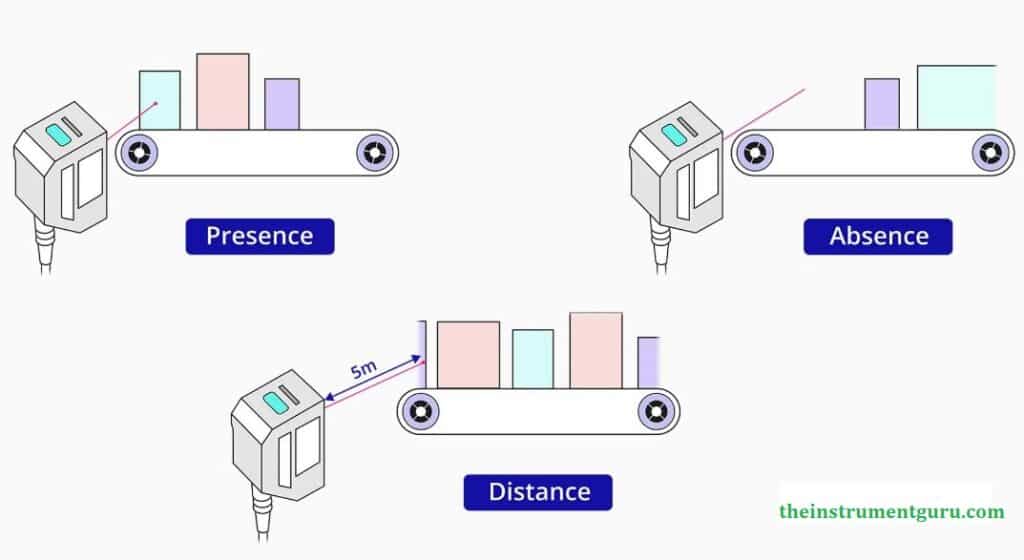
A laser sensor is an electrical device that employs a concentrated light beam to determine if an object is present, absent, or far away. This sensor generates light in a straight line using a laser. The laser’s visible ray mark simplifies configuration greatly. Light waves with similar wavelengths are included in laser light. The beam moves in a parallel direction as a result of this. When the laser is turned on, looking directly into the light beam can be exceedingly dangerous for human eyes and even result in blindness. Long-distance information transmission is possible with this light.
Laser sensor working | How does a laser sensor work?
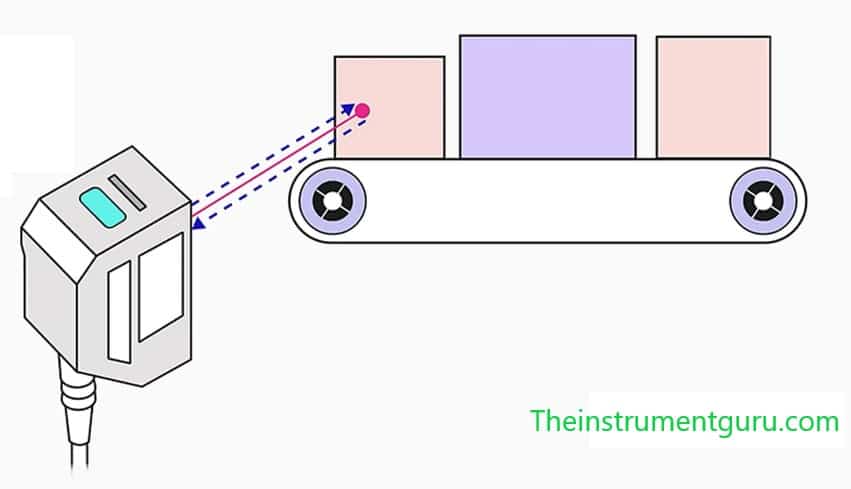
From the sensor to the item, the light moves. The light then returns to the sensor after reflecting off the object. The sensor then determines the distance by calculating how long it takes the light to travel to and from the item. The sensor’s output will turn on if the object was in its field of view. The output will remain off if the object was beyond of the sensor’s detection range. Depending on the sort of laser sensor you have, you can configure when the output goes on. If it’s a simple laser sensor, you can simply turn a dial or a ring to change the laser sensor’s setting from lowest to maximum. For configuring the sensor’s min/max parameters, other laser sensors incorporate a display and buttons. And other laser sensors need to be connected to a computer in order to set the min/max values.
Types of Laser Sensors | Laser based sensors
According to the requirements of a certain application, these sensors are divided into four basic types: CCD (charge coupled devices), CMOS (complementary metal oxide semiconductor), PSD (positive sensitive detectors), and photoelectric sensors. The following are examples of various laser based sensors:
Laser distance Sensors
Laser displacement Sensors
Laser projectors Sensor
Laser light curtains Sensor
Laser photoelectric Sensors
Positioning laser Sensor
Laser edge detection Sensors
Laser Distance sensors
Laser distance sensors can measure distances at a considerable distance. These distance sensors operate on the Time-Of-Flight (ToF) concept, which entails that the sensor generates a laser beam and then detects its reflection. The interval between sending and receiving the laser light ensures that the laser distance sensor can calculate the distance internally.
Level readings in silos, flow optimization in warehouses, and ship mooring in container ports are a few uses for these types of sensors. The sensor precisely determines the distance to an object and checks, for instance, that a silo is not filled above a predetermined maximum. In order to be used in locations where there is a risk of explosion due to the presence of gas and/or dust in the air, a number of laser distance sensors are available in ATEX versions.

Laser Displacement Sensors
These sensors are more focused on detecting things and/or persons within a given range than on measuring distances. The measuring range of a laser displacement sensor is 50 to 210 mm. The sensor emits a laser beam into the air, catches a reflection from a moving object, and interprets the reflection as a detection. In terms of applications, one can consider counting the bottles that are provided on a conveyor belt in order to modify the supply speed. As a result, the accumulation belt doesn’t accumulate. Displacement lasers have considerably wider applications. These sensors can be used to monitor the thickness of items like steel plates, the profile of products with specified shapes, and the location of things on a conveyor belt.

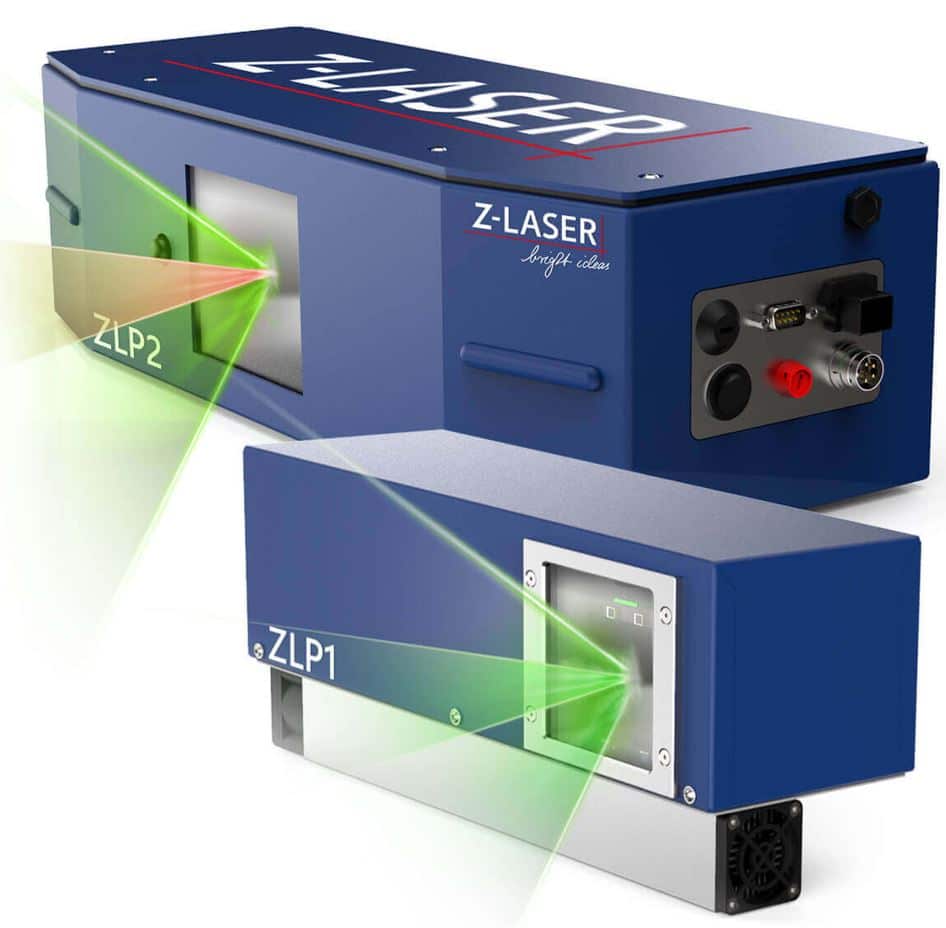
Laser Projector Sensors
Laser sensors are capable of projecting laser light onto a desired surface. The projection is employed to establish the proportions and margins of an application, or simply its placing. The laser projector is used in a variety of sectors, including the automobile, textile, and electronics industries. The projection lasers can be used for positioning tasks, such as ensuring that components are attached correctly.
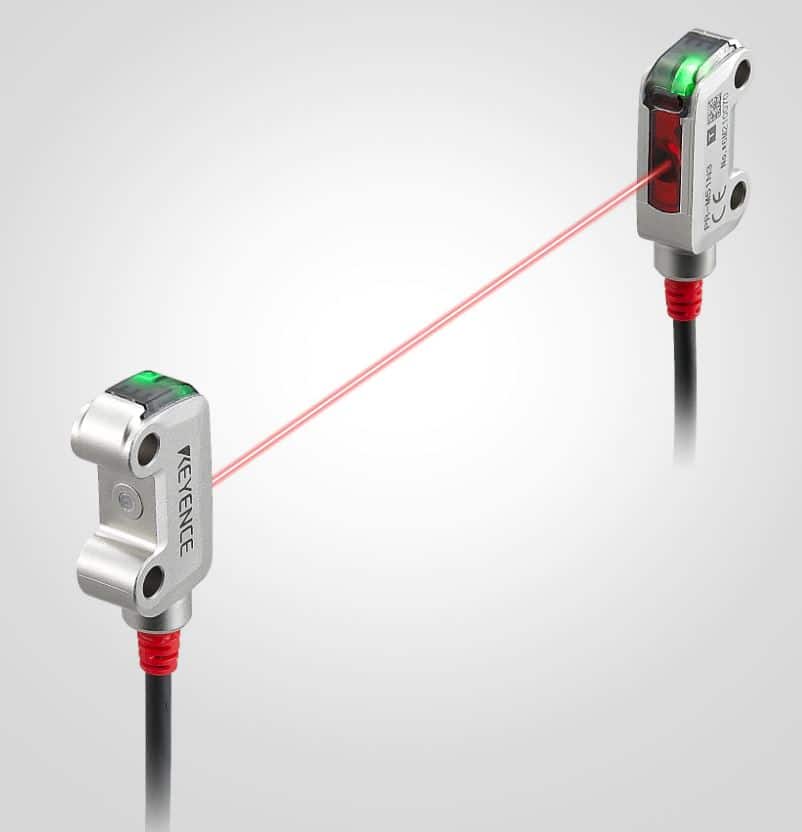
Laser Light Curtains Sensor
Both a transmitter and a receiver are part of these lasers. Between these, a wall of parallel laser beams is produced. These not only detect passing objects, but also measure them. Laser sensors can measure variations in the diameter of PVC pipes on a conveyor belt.

Laser Photoelectric Sensor
These laser sensors are well suited for their individual fields of use, such as counting or product detection, where activities are carried out quickly. The photoelectric laser sensors, sometimes referred to as trigger sensors, are special because they can make detections quickly. The switching frequency of these laser sensors can reach 300 kHz. As a result, these laser trigger sensors are employed in applications like the rapid, high-volume counting of bicycle chain rings on conveyor belts. In such applications, the trigger sensors can be set up not just as a counting sensor but also as a trigger, ensuring that another sensor only needs to operate when something has really been detected rather than constantly monitoring. The other sensor in this is “activated” by the photoelectric laser sensor. The process is similar to that of most laser sensors: a laser light is emitted, and the sensor picks up a signal based on an object’s reflection. Additionally, the photoelectric laser sensors are available in a variety of shapes, including fork, cube, and cylinder. The need to continuously check for variations in a printed line on embossed paper is another typical application that these sensors can be used for.
Positioning Laser Sensor
These lasers are used as a visual tool for positioning products in a variety of applications. Consider how a wood saw would be positioned over a tree trunk to cut it in a straight line. Additionally, these lasers are used to place objects that need to be affixed, like screws. These laser sensors operate differently than others. Specifically, the positioning lasers only send projections; they do not collect or analyse additional reflections.

Laser edge detection Sensors
The sensors are installed in the production line and carry out the side-by-side counting. This laser also functions by processing a laser beam that is emitted and a beam that is returned from the material.

These sensors are frequently employed in applications that require the thickness of (thin) sheets and plates of various materials, such as paper, cardboard, iron, etc., to be detected in order to prevent accumulations and manufacturing errors. The software that runs the sensor is likewise designed to be immune to variations in contrast and gloss of the object to be identified.
Laser Sensor Output
The sensor outputs can be normally open, normally closed, NPN, PNP, or analogue, depending on the type of laser sensor you have. The analogue outputs can be 0-10 volts or 4-20 milliamps, depending on the laser sensor. The sensor is often linked to a PLC analogue input card if you are using sensor’s analogue output. Before a part enters a robot cell, for instance, its position might be checked using a laser sensor analogue output. The PLC reads the analogue data from the sensor and shows the result on an HMI screen along with the acceptable range. The part will automatically be released into the robot cell if it is in the proper location. However, if the component is out of place, an alert will sound, and the component won’t release until it is in the proper position and the HMI’s reset button is depressed.Tthis is an example of how to measure distance using a laser sensor.
Laser Sensor Application
Applications of industrialised inspection need the identification of an object’s existence and absence. This issue can be resolved by doing quality control tasks with a laser sensor. For trustworthy product values and error-free production, it is crucial to achieve steady and accurate measurements. This sensor can be utilised with a variety of materials, colours, & reflecting surfaces. These sensors incorporate a linear imager, a pinpoint laser emitter, and a rough, independent housing. so These are the principal applications for this sensor are
The robot’s location.
The railroad’s track alignment.
Controlling the quality.
In checking of how thick the braking rotor is.
position of the welding head.
Wood thickness is checked during the process.
Advantages of laser sensor
The following are some of the benefits of this sensor:
The measurement has a wide range.
Large operating distance
Reduced cost for resolution capacity of less than one micron.
Disadvantages of laser sensor
The following are some drawbacks of this sensor:
Dust and other materials may have an impact on the sensor’s accuracy.
deteriorates vision
Recommended Articles
- Thermocouple
- RTD
- DP type Level Measurement
- Radar Level Transmitter
- Pressure Transmitter
- Orifice plate | Orifice Plate types
- What is eddy current ? | eddy currents are produced when?
- Characteristics of Measurement
- Measurement of Pressure Without Primary sensing elements is Possible?